
The automatic glue injection filter production line must be installed and debugged before it is put into official production. First, site preparation involves ensuring the ground is level and providing sufficient structural support. Second, ensure that the utility connections for power, air, and glue supply meet precise specifications. Then, ensure that the accurate positioning and alignment of the main line conveyor and injection module can ensure the consistency of filter pleat injection. Finally, ensure grounding and electrical safety, as well as pneumatic and hydraulic connections, control system integration, and final commissioning inspection.
Structural support and foundation requirements when installing the automatic glue injection filter line
The first and most critical requirement for installing automatic glue injection filter lines is to ensure a solid structural foundation. First, the levelness of the production floor must be within ±1 mm over the 10-meter length of the machine to prevent misalignment of the conveyor. Second, the bottom plate should be able to bear a weight of at least 1,500 kg/m² to ensure the base frame does not sink. Third, a laser level is required for precise measurement and adjustment of the pads under each machine foot to achieve perfect levelness. Finally, anchor the main line and auxiliary devices to anchor bolts cast in concrete to prevent vibration-induced drift at high speeds. By meeting these structural requirements, you provide the necessary solid platform for the repeatable, high-precision motion required by the automatic glue injection filter production line process.

Power, air, and glue supply specifications
With the physical foundation in place, the following installation requirement for the automatic glue injection filter production line is to ensure utility connections.
1. Ensure a dedicated 380 V three-phase circuit rated at 50 A and equipped with a separate 24 VDC control transformer for the PLC and HMI;
2. Supply filtered, oil-free compressed air at 6-8 bar pressure through stainless steel pipes to feed the pneumatic actuators.
3. Use a 100 L/min air dryer and coalescing filter to remove moisture that may clog the glue hose.
For the glue, we installed a heated tank with a capacity of 200 kg and a 3 m³/h metering pump maintained at 60 °C to keep the viscosity of the adhesive low. Proper utility connections eliminate pressure fluctuations, electrical noise, and glue curing in the lines.
Precision alignment and conveyor integration
Installing automated glue injection filter production lines in batches also requires precise positioning to maintain consistent glue application performance. We install the main conveyor guides throughout the construction of the automated glue injection filter production line. The precision linear guide blocks guarantee smooth, accurate movement of the three-axis glue applicator carriage, preventing jams. Meanwhile, operators use micrometers and rulers to align the pick-up and nesting stations within 0.1 mm of the glue gun nozzle. We also verify the flatness and belt tension of the conveyor table and calibrate the servo motor encoder so that each filter frame can reach the glue head directly below. This precise alignment prevents glue bead misalignment, ensures uniform joint strength, and prevents glue contamination on the outside of the filter pleats.
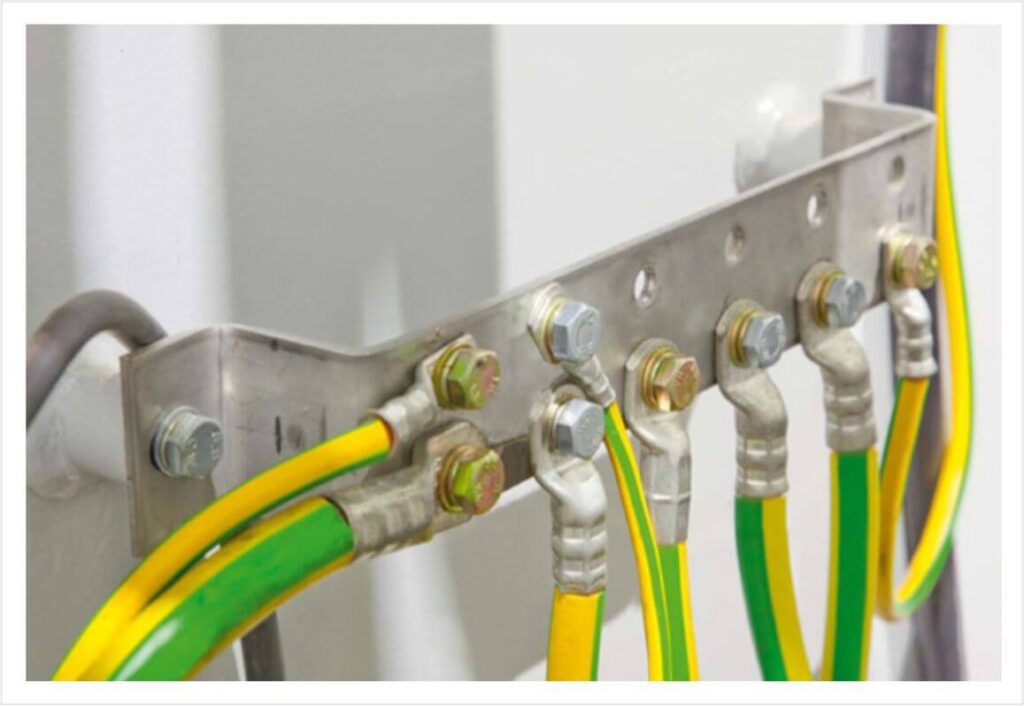
Electrical safety and grounding protocols
After coordinating all mechanical and utility systems, technicians install motor drives, power supplies, and control cabinets in isolated sub-panels, protecting them with 30 mA RCDs and 10 kA surge protectors. We equipped the installation with a dedicated copper-plated ground busbar and connected it to each rack and all metal enclosures. We verified the continuity with a 100 Ω ground resistance clamp meter to ensure that the resistance is less than 1 Ω. And ensure that the cable trays and conduits separate high-power, low-power, and signal lines to prevent electromagnetic interference to the PLC. By following these protocols, we can protect both equipment and personnel while maintaining the integrity of sensor feedback, which is crucial for accurate glue injection control.
Pneumatic and hydraulic connections for automatic glue injection filter line
The glue injection brackets and pressure-holding actuators on the automatic glue injection and filtration production line rely on correctly arranged pneumatic and hydraulic connections. Therefore, we will control the length of all 6 mm air pipes within 5 meters and use spiral guards for routing to prevent wear and tear. At the same time, keep the pressure drop during high-speed injector movement below 0.2 bar. And use quick disconnect fittings with built-in check valves to simplify maintenance and prevent tools from falling. For hydraulic ejector cylinders, we installed microfilters in the return line and used dial-in flow restrictors to control the extension and retraction speeds. Correct fluid connections maintain the actuator’s responsiveness, prevent overshoot, and avoid filter media displacement or glue peeling.
Control system integration and final commissioning
Finally, after all installations are completed, the control system is commissioned, the PLC is connected to the SCADA network, the HMI touch screen is mapped to each site, and remote recipe storage and alarm recording are enabled; finally, run a dry cycle, then conduct an on-site glue application test, and adjust the loop on the glue pump so that the glue strip width is within ±0.05 mm. You need to review each interlock and safety sensor, verify recipe call accuracy, and train operators on conversion and emergency procedures. Ensure that your automatic glue injection filter production line reaches the target throughput by strictly commissioning each control sequence and recording the as-built configuration.
Follow the installation requirements of the automatic glue injection filter line
Installing an automated injection filter production line requires control of structural support, utility connections, precise calibration, electrical safety, fluid wiring, and control integration. Upon receipt of the injection filter production line, every detail must be closely supervised, including everything from laser leveling the foundation to CANbus communication testing, to ensure consistent, high-precision injection for each filter element.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}