
При использовании автоматической машины для гофрирования фильтров необходимо провести тестирование равномерность складок гарантирует, что каждый фильтрующий элемент соответствует строгим стандартам качества. Неравномерные складки могут повлиять на характеристики потока; поэтому необходимы визуальный осмотр, цифровые измерения, статистический отбор проб, мониторинг в реальном времени и анализ данных. Во-первых, поймите, что однородность складок влияет на пылеемкость и падение давления. Во-вторых, осознайте, что даже незначительные отклонения в высоте складок или расстоянии между ними могут вызвать локальное образование каналов или преждевременное засорение. Наконец, пожалуйста, поймите, что сама гофрирующая машина должна систематически тестироваться.
Методы визуального контроля автоматических машин для гофрирования фильтров
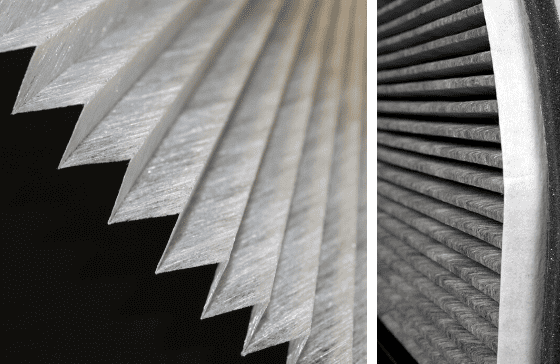
Один из самых простых способов проверки однородности складок на автоматической машине для гофрирования фильтров — это проведение структурированного визуального осмотра. Фильтрующие элементы непрерывно выходят из машины для гофрирования. Затем оператор останавливает линию через заданные интервалы и выполняет быстрое сканирование при стандартном освещении цеха. Например, можно использовать переносной светодиодный кольцевой светильник, чтобы подчеркнуть контраст между пиками и впадинами складок. Затем проверьте выравнивание складок, постоянство интервалов и любые признаки деформации или наклона складок. Использование измерителя складок не только ускоряет осмотр, но и обеспечивает повторяемую оценку «прошел/не прошел». Кроме того, визуальный осмотр должен включать параллельное сравнение нового образца с эталонным фильтрующим элементом золотого стандарта. При объединении этих двух факторов становятся очевидными различия в профиле складок, резкости складок и плоскостности торцевого шва.

Измерение с помощью цифровых инструментов
Точная проверка однородности складок на автоматической машине для гофрирования фильтров обычно требует цифровых измерительных инструментов. Настольные цифровые штангенциркули могут измерять высоту складок и глубину впадин с точностью до 0,01 мм; однако для повышения эффективности многие инженеры по качеству используют 3D-лазерные сканеры. Между тем, ручные лазерные измерительные зонды предоставляют размерные данные в реальном времени без необходимости контакта с гофрированной средой. Напротив, традиционные штангенциркули заставляют техников снимать и вручную измерять фильтрующий элемент.
Для выполнения цифрового сканирования установите фильтрующий элемент на вращающемся приспособлении и проведите лазерным зондом по складчатой поверхности. Полученное трехмерное облако точек выявляет различия между складками, позволяя рассчитать значения стандартного отклонения и максимального отклонения. Я рекомендую настроить программное обеспечение для сканирования так, чтобы оно автоматически помечало любые складки, превышающие ±0,5 мм номинального профиля. Кроме того, цифровые микроскопы со встроенными измерительными наложениями могут захватывать изображения складок с высоким разрешением, что позволяет проводить детальную проверку резкости складок и потенциальных микроразрывов.
Подход статистической выборки для автоматизированных машин для гофрирования фильтров
Независимо от того, насколько продвинуты инструменты контроля, тестирование каждого фильтра на автоматизированной машине для гофрирования фильтров часто невозможно при крупносерийном производстве. Вот тут-то и вступает в дело статистическая выборка. Применяя план выборки ANSI/ASQ Z1.4, мы определяем соответствующий размер выборки и случайным образом выбираем единицы для детального тестирования однородности. Для партии из 1000 фильтров с AQL 1.5% мы выбираем 40 фильтров. Это позволяет нам получать статистически значимые сведения без необходимости проверять каждый элемент фильтра. Отобранные фильтры проверяются визуально и цифровым способом, и мы отслеживаем типы дефектов на диаграмме Парето. Затем операторы вычисляют индексы возможностей процесса, чтобы количественно оценить, насколько хорошо машина для плиссировки фильтров поддерживает единообразие в отношении пределов спецификации.
Решения для мониторинга в реальном времени
Чтобы перевести проверку равномерности складок из разряда периодической проверки в разряд постоянного контроля, многие производители внедрили на своих предприятиях системы мониторинга в режиме реального времени. автоматические машины для плиссировки фильтров. Установив датчики линейного смещения на ключевых станциях формирования складок, машина может фиксировать данные о высоте и шаге складок для каждого цикла. Например, лазерный датчик, установленный над выпускным роликом, отслеживает изменения высоты складок; таким образом, любое отклонение, превышающее ±0,5 мм, вызывает сигнал тревоги и останавливает производство.
Интегрированная логика ПЛК объединяет показания датчиков при каждой смене рулона и отображает график тренда в реальном времени на HMI, позволяя операторам обнаруживать постепенный дрейф. Интеллектуальный сервоприводной натяжитель Dahe автоматически регулирует глубину складки, замыкая цикл и поддерживая последовательность без вмешательства человека. Мониторинг в реальном времени предотвращает накопление неприемлемых складок, значительно сокращая отходы и доработку.
Калибровка и поддержание единообразия
Поддержание точности любого режима тестирования на автоматической машине для плиссировки фильтров зависит от регулярной калибровки и обслуживания машины. Во-первых, датчик смещения калибруется ежемесячно по стандарту калибровочной линейки для обеспечения точности измерений. Затем ежеквартальные проверки выравнивания штампа с использованием лазерных инструментов выравнивания гарантируют, что плиссирующие ролики зацепляют ткань под точными углами.
Кроме того, изношенные плиссирующие матрицы и ролики заменяются заранее, чтобы предотвратить деформацию гофр из-за усталости инструмента. Операторы могут регулировать ежедневное давление роликов, чтобы компенсировать незначительный износ инструмента, и смазывать приводную цепь, чтобы предотвратить преждевременный износ, обеспечивая при этом плавную работу. Тщательно калибруя измерительные приборы и обслуживая плиссирующие компоненты, вы можете поддерживать номинальные профили гофр и проводить последовательные испытания на однородность, гарантируя, что каждый выход машины для гофрирования фильтров соответствует строгим стандартам качества.
Гарантия равномерности плиссировки
Тестирование однородности складок на автоматической плиссирующей машине для фильтрующих элементов требует многогранной стратегии, которая начинается со структурированных визуальных проверок, повышает точность за счет цифровых измерений, использует статистическую выборку для повышения эффективности и реализует мониторинг в реальном времени для немедленной обратной связи. Все эти методы основаны на регулярной калибровке и профилактическом обслуживании, чтобы гарантировать, что как инструменты для проверки, так и сама плиссирующая машина находятся в оптимальном состоянии.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}