
Las largas series de producción ponen de manifiesto cualquier deficiencia en la configuración, el proceso y el mantenimiento. Incluso pequeños errores pueden convertirse en grandes rechazos. Una máquina de plisado servoaccionada solo puede mantener un paso repetible si la calibración, la tensión y las condiciones de funcionamiento se mantienen constantes durante toda su operación. La precisión depende tanto del hardware como de la disciplina del equipo que lo opera. Con una preparación meticulosa, control ambiental, monitorización de datos y un mantenimiento oportuno, es posible mantener una alta calidad y minimizar los desechos, incluso con plazos de entrega exigentes.
Calibre y alinee antes de cada ejecución
Comience cada ejecución con una rutina de calibración estructurada en el Máquina para plisar papelCaliente los motores para estabilizar la temperatura y el par de salida. Verifique los conteos del codificador, la sincronización de las cuchillas y las posiciones de inicio con respecto a las marcas de referencia para garantizar la precisión y la consistencia. Mida la profundidad y el paso del pliegue con calibres certificados y compárelos con las especificaciones de ingeniería. Si hay alguna variación, ajuste la compensación de holgura, los factores de avance y la posición de las cuchillas antes de iniciar la producción. Bloquee todos los dispositivos de sujeción, verifique el paralelismo de las guías y apriete todos los sujetadores al par correcto. Registre los parámetros de configuración finales en una hoja de configuración o en el manual de instrucciones. máquina sistema de control para que el siguiente operador pueda replicar sus resultados sin necesidad de adivinar.
Control de la tensión de la banda y la estabilidad de la alimentación
El control de la tensión es fundamental para la precisión. Instale y calibre periódicamente las celdas de carga, los brazos oscilantes u otros dispositivos de retroalimentación en la máquina de plisado servoaccionada para mantener una tensión de desenrollado constante. Reajuste los parámetros PID a medida que los rollos de material se hacen más pequeños para evitar picos de alimentación. Las barras antiestáticas ayudan a prevenir la adherencia que puede afectar el seguimiento del material. Mantenga todos los rodillos de alimentación limpios y libres de acumulación de adhesivo que pueda causar deslizamiento. Verifique las guías de borde para asegurar una alineación correcta y evitar que la hoja se desvíe durante el plisado. Confirme que los embragues deslizantes mantengan un par estable sin sobrecalentarse, lo que podría causar desviación y desalineación.

Gestionar la estabilidad térmica durante toda la ejecución
La temperatura afecta tanto a las propiedades del material como a las Plegado servoaccionado máquina Controle la precisión del movimiento. Monitoree las temperaturas del motor, la caja de engranajes y el gabinete durante la producción para garantizar un rendimiento óptimo. Limpie los ventiladores, reemplace los filtros y asegúrese de que las rejillas de ventilación estén libres de obstrucciones para mantener un flujo de aire óptimo. En trabajos de alta velocidad o alta carga, programe intervalos cortos de enfriamiento para evitar la acumulación de calor. Utilice alarmas de reducción de par en el sistema de control para evitar que el variador exceda su carga nominal. Después de pausas prolongadas o descansos para almorzar, realice un breve período de prueba. “asentamiento térmico“ Siga la secuencia para estabilizar el material y los componentes antes de reanudar la producción. Vuelva a comprobar la holgura entre la cuchilla y el yunque después de los cambios de temperatura para mantener una precisión de corte constante.
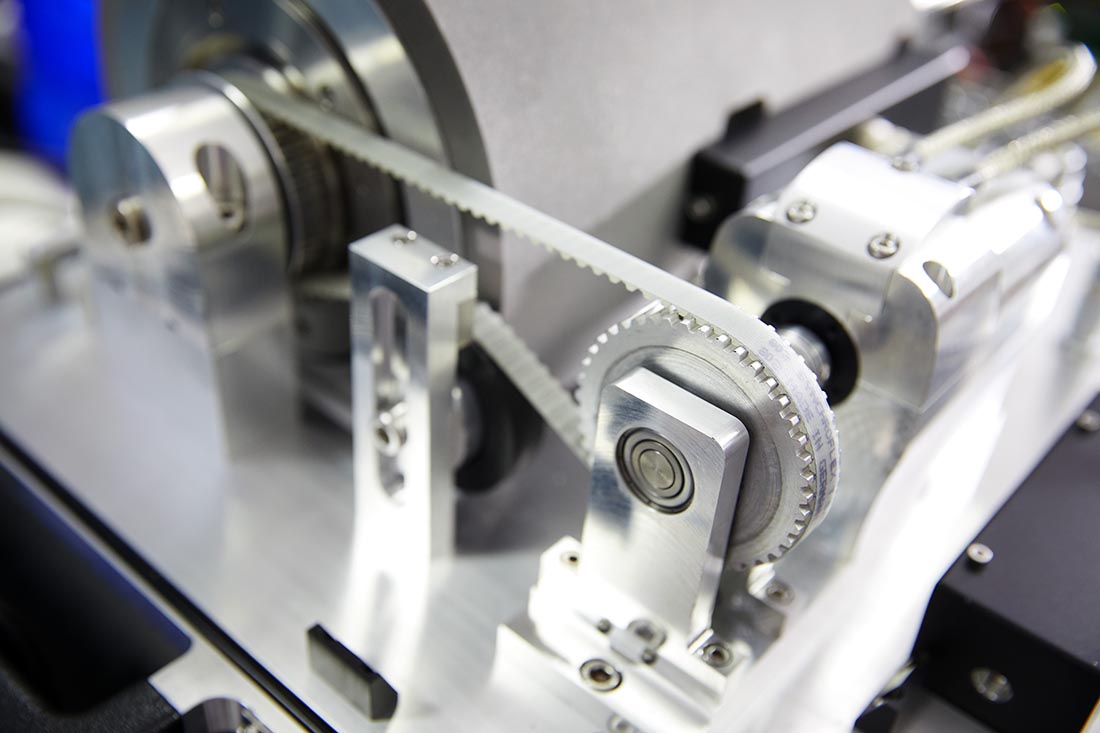
Mantener los componentes de movimiento en óptimas condiciones
La fricción, el desgaste y la contaminación pueden degradar rápidamente el rendimiento. Limpie regularmente las guías lineales, los rieles, las cuchillas y las levas, utilizando únicamente el producto adecuado. fabricante Utilice lubricantes aprobados y siga los intervalos recomendados. Elimine el polvo, las fibras finas y la neblina de adhesivo de los sensores para evitar lecturas erróneas. Inspeccione las correas para detectar vitrificación, grietas o desgaste irregular, y mantenga la tensión correcta. Reemplace los bujes o cojinetes desgastados antes de que se produzca una holgura excesiva. Utilice una llave dinamométrica para confirmar que los sujetadores mantienen la precarga correcta. Estas acciones mantienen el movimiento suavidad, lo que permite que la máquina de plisado servoaccionada ofrezca una geometría de pliegue uniforme.

Aprovechar los datos y los sistemas de alerta temprana
Su máquina El software de control o PLC es una herramienta valiosa para garantizar la precisión. Configure gráficos SPC para monitorear el paso y la profundidad del pliegue en tiempo real. Establezca límites de proceso estrictos para que el sistema alerte a los operadores antes de que se produzcan defectos. Mantenga registros de los conteos de ciclos, las microparadas y las causas de desperdicio para monitorear y analizar el rendimiento. Utilice el seguimiento de trabajos mediante códigos de barras o RFID para asociar los datos de producción con materiales y operadores específicos. Revise las métricas CPK y PpK semanalmente y tome medidas inmediatas ante cualquier tendencia negativa. Este enfoque permite abordar los problemas cuando aún son pequeños y antes de que afecten una parte significativa de un lote de producción.
Capacitación de operadores de tren para disciplina y controles rápidos
Incluso la mejor máquina de plisado servoaccionada requiere operarios cualificados para mantener la precisión. Capacite al personal para que reconozca las primeras señales de problemas, como patrones de desgaste, marcas de alineación tenues o cambios sutiles en la tensión. Estandarice comprobaciones rápidas al inicio, durante y al final de cada ciclo. Proporcione calibres pasa/no pasa, plantillas de inspección y referencias visuales para que las comprobaciones sean rápidas y uniformes. Anime a los operarios a detener la máquina inmediatamente ante cualquier duda, sin penalización, para evitar problemas posteriores. Mantenga listas de verificación sencillas para los descansos, los cambios de rollo y los relevos de turno para garantizar que no se omita ningún detalle durante la transición.
Implementar un mantenimiento preventivo estructurado
El mantenimiento preventivo garantiza una alta precisión a largo plazo. Cree un calendario de mantenimiento para cuchillas, correas, codificadores y rodamientos específico para su plegadora servoaccionada. máquina Gestiona la carga de trabajo. Mantén un stock de repuestos que eviten tiempos de inactividad prolongados, como accionamientos, sensores, acoplamientos y ventiladores. Programa auditorías de alineación para detectar a tiempo desviaciones en el bastidor o las guías. Realiza copias de seguridad periódicas del firmware y los parámetros de control en caso de fallo del hardware. Tras cada revisión importante, realiza un breve estudio de capacidad para confirmar que la máquina funciona dentro de las especificaciones. Considera la posibilidad de actualizar a encoders de mayor resolución o módulos de control de tensión mejorados si tu producción exige tolerancias aún más estrictas.
Estrategias de precisión a largo plazo para máquinas de plisado servoaccionadas
Mantener la máxima precisión durante la producción prolongada no es cuestión de suerte; es el resultado de la disciplina en el proceso, la estabilidad ambiental y el mantenimiento proactivo. Cada paso —desde la calibración precisa hasta el control activo de la tensión y la gestión térmica— protege la calidad del producto. La monitorización basada en datos y la formación de los operarios reducen el error humano, mientras que el mantenimiento preventivo mantiene la plegadora servoaccionada en óptimas condiciones. Al aplicar estas estrategias de forma consistente, se prolonga la vida útil de la máquina, se minimizan los desechos y se obtienen productos uniformes incluso bajo la presión de series de producción largas y continuas.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}