
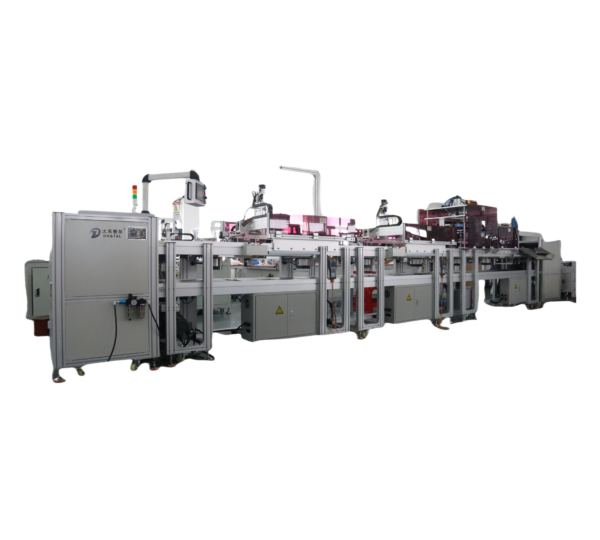
Die automatische Montagelinie für HEPA-Filter Die von Dahe Intelligence bereitgestellten Systeme verfügen üblicherweise über zwei dreiachsige Dosiermechanismen, um Klebstoff auf die Ober- und Unterseite des HEPA-Rahmens aufzutragen. Nach der Verwendung des Klebstoffs werden die beiden Hälften des HEPA-Filter werden automatisch zusammengepresst. Um die Klebstoffaushärtung zu beschleunigen und die Viskosität zu stabilisieren, ist die Produktionslinie zudem mit einer Kühlwasserzirkulation ausgestattet, die die Klebstofftemperatur schnell senkt, was zu einem Anstieg der Viskosität und einer schnellen Verfestigung des Klebstoffs führt. Dieses Zusammenspiel von Dosiergenauigkeit und Wärmemanagement trägt dazu bei, die Klebstoffdiffusion zu minimieren, die Zykluszeit zu verkürzen und Fehlausrichtungen zu vermeiden, wodurch die Veränderung der Klebstoffviskosität optimiert wird.
Probleme der Klebstoffrheologie und Viskosität bei automatischen HEPA-Filtermontagelinien
Automatische HEPA-Filter-Montagelinien verwenden weiterhin Klebstoffe, die für hocheffiziente Filtrationsanwendungen entwickelt wurden. Diese Klebstoffe müssen viskos genug bleiben, um Metall- oder Kunststoffrahmen zu verkleben, ohne empfindliche Filtermedien zu durchdringen. Die meisten HEPA-Klebstoffe sind Klebstoffe auf Polyurethan- oder Epoxidbasis, deren viskoelastische Eigenschaften sich unter Scher- und Temperaturschwankungen deutlich verändern. Beim Erhitzen wird der Klebstoff dünnflüssiger, was die Kohäsion der Klebstoffraupe verringert und das Risiko des Ausschwitzens erhöht. Umgekehrt kann eingedickter Klebstoff bei niedrigeren Temperaturen die Düsenspitze verstopfen oder keine durchgehende Klebstoffraupe bilden. Diese doppelte Empfindlichkeit führt zu einem engen Viskositätsfenster, das bei Dosiertemperatur typischerweise zwischen 500 und 1.200 cP liegt.

Präzisionsdosierung mit dualen Dreiachsenmechanismen auf einer automatischen HEPA-Filter-Montagelinie
Bei automatisierten HEPA-Filter-Montagelinien wirkt sich der präzise Klebstoffauftrag direkt auf die endgültige Filterleistung aus. Wir haben zwei dreiachsige Dosiermechanismen integriert, einen für die Oberseite und einen für die Unterseite des HEPA-Rahmens, um eine symmetrische Klebstoffverteilung zu gewährleisten. Jedes dreiachsige Portal verfügt über X-, Y- und Z-Bewegungsstufen, die von Schrittmotoren und Linearführungen angetrieben werden und eine Wiederholgenauigkeit von ±0,02 mm ermöglichen. Das Portal führt ein synchronisiertes Bewegungsprofil aus, das Klebstoffperlen gleichzeitig entlang des Umfangs aufträgt. Das System kalibriert die Verweilzeiten so, dass 0,2 bis 0,5 Gramm Klebstoff pro Laufmeter aufgetragen werden.
Um geringfügigen Viskositätsschwankungen entgegenzuwirken, integriert jedes Dosiermodul eine Rückkopplungsschleife zwischen einer motorbetriebenen Schlauch- oder Zahnradpumpe und einem Inline-Durchflusssensor. Das System passt die Pumpendrehzahl automatisch an, um einen konstanten Volumenstrom zu gewährleisten und den viskositätsbedingten Widerstand in der Klebstoffsäule auszugleichen. Die dreiachsige Z-Achsen-Eintauchtiefe sorgt zudem dafür, dass die Düsenspitze 0,5 mm über der Rahmenoberfläche schwebt. Dadurch wird ein Verschmieren des Klebstoffs verhindert und gleichzeitig ausreichend Kontakt zur Bildung einer Klebstoffraupe gewährleistet.
Schnelle Viskositätsstabilisierung durch Kühlwasserkreislauf
Eine wesentliche Innovation der automatisierten HEPA-Filtermontagelinie ist die Installation eines Kühlwasserkreislaufs direkt unter dem Förderband, durch das die Filterrahmen unmittelbar nach dem Klebstoffauftrag laufen. Dieser geschlossene Kühlwasserkreislauf zirkuliert Kühlwasser, um die Wärme schnell vom frisch aufgetragenen Klebstoff abzuleiten. Beim Übergang des Klebstoffs vom flüssigen in den halbfesten Zustand steigt seine Viskosität innerhalb von 10–20 Sekunden von den üblichen 500–800 cP auf eine nahezu feste Viskosität von 2.000–3.000 cP an. Dieser schnelle Viskositätsstabilisierungsmechanismus verhindert, dass Klebstoff in die gefaltete Verpackung eindringt. Er gewährleistet eine präzise und gleichmäßige Abdichtung rund um den Filterumfang und reduziert so Nacharbeiten aufgrund von Klebstoffverlagerungen oder -verschmierungen deutlich.
Durch die Integration dieses Kühlwassermechanismus unterdrückt die automatisierte HEPA-Filterbaugruppe nicht nur Viskositätsänderungen, sondern beschleunigt auch die anfängliche Aushärtungsphase des Klebstoffs, sodass nachfolgende Verarbeitungsstationen zügig fortfahren und somit eine hohe Produktionsleistung aufrechterhalten werden kann.
Echtzeitüberwachung und -kontrolle der Klebstofftemperatur
Um die optimale Klebstoffviskosität zu gewährleisten, müssen die Bediener die Klebstofftemperatur an der automatisierten HEPA-Filter-Montagelinie kontinuierlich überwachen. Wir nutzen ein Netzwerk präziser Temperatursensoren, darunter RTD- oder PT100-Fühler, die in Klebstoffbehälter, Zuleitung und Dosierdüse integriert sind. Diese Sensoren übermitteln Temperaturdaten an die zentrale speicherprogrammierbare Steuerung (SPS). Weicht die Temperatur im Klebstoffbehälter vom Sollwert ab, regelt das System die Heizleistung automatisch, um die Temperatur innerhalb von ±1 °C zu halten. Gleichzeitig überprüft der integrierte Infrarotsensor an der Dosierdüse, ob der Klebstoff vor dem Kontakt mit dem Rahmen eine konstante Temperatur aufweist.
Jede unerwartete Veränderung löst einen Alarm aus und stoppt die Produktionslinie automatisch, um Defekte an der Filterdichtung zu vermeiden. Zu diesem Zweck hat Dahe Intelligent die automatisierte HEPA-Filter-Montagelinie mit isolierten Verteilern und vorisolierten Schläuchen ausgestattet, um schnelle Temperaturschwankungen zu bewältigen. Diese Komponenten können den Verlust oder die Aufnahme von Wärmeleitung reduzieren.
Wartung, Kalibrierung und bewährte Verfahren
Die Optimierung der Klebstoffviskosität erfordert ebenfalls Wartung und regelmäßige Kalibrierung. Regelmäßige Inspektionen, die alle zwei Wochen durchgeführt werden, umfassen die Überprüfung des Klebstoffbehälters auf Polymerrückstände und die Entfernung von teilweise ausgehärtetem Klebstoff mit empfohlenen Reinigungslösungen. Zusätzlich sollte die Düsenspitze mit Ultraschall gereinigt werden, um winzige Klebstoffrückstände zu entfernen, die die Geometrie der Klebstoffraupe verändern könnten. RTD- und Düsenthermoelemente müssen vierteljährlich mit einem Präzisions-Trockenkörperkalibrator kalibriert werden, um die Temperaturgenauigkeit zu gewährleisten. Techniker sollten den Kühlkreislauf warten, indem sie das Kühlmittel alle sechs Monate spülen und den Kalkfilter austauschen, um eine optimale Wärmeaustauscheffizienz zu gewährleisten. Durch die Anwendung dieser bewährten Verfahren kann die intelligente automatische HEPA-Filtermontagelinie von Dahe kontinuierlich hochwertige, dichte Erstdichtungen liefern, Ausschussraten minimieren und eine Produktivität von über 120 Filtern pro Stunde aufrechterhalten.
Letztlich
Um die Viskosität des Klebstoffs zu optimieren, müssen Ingenieure präzise Temperaturregelung, Echtzeitüberwachung, fortschrittliche Dosiermechanismen und strenge Wartungsverfahren integrieren. Zwei dreiachsige Dosiermechanismen dosieren den Klebstoff auf der Ober- und Unterseite des HEPA-Rahmens. Eine Kühlwasserzirkulationsvorrichtung verfestigt und kühlt den Klebstoff schnell ab. Dadurch wird sichergestellt, dass das Produkt fest haftet und effektiv auf Änderungen der Klebstoffviskosität reagiert.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}